Ever thought about What Materials Are Used for Above Ground Separators? or how the material choice affects above-ground separators’ efficiency and durability? Knowing what materials are used is key. The right materials boost performance and meet environmental standards. As more industries use these separators for liquid management, the importance of separator materials for above ground applications grows. We’ll look at the different materials and their roles in improving separator technology.
Key Takeaways
- The choice of materials greatly influences the performance and longevity of above ground separators.
- High-end stainless steel and its alloys are commonly used for their corrosion resistance.
- Understanding various separator materials can lead to better application outcomes.
- Efficient oil-water separation techniques depend on the material properties used in construction.
- Compliance with environmental regulations is often secured through proper material selection.
Introduction to Above Ground Separators
Above ground separators are key in the oil-water separation process. They help pull hydrocarbons out of water. This makes wastewater safe to release into the environment, following strict rules.
They play a big role in keeping our planet clean. Knowing what they do helps us see their value in many fields. It also shows how they help protect our environment.
Definition and Purpose
These separators use special engineering to separate oil and water. They are made with the best materials to work well and efficiently. This is why they are so important in places that deal with oily water.
Importance in Oil-Water Separation
Above ground separators are vital for keeping our environment safe. They are used in many industries, like cars, chemicals, and manufacturing. These places often have oily waste.
By using the right materials, these separators can remove up to 99% of oil. This helps industries be more eco-friendly and follow the law. It’s all about being sustainable.
Overview of Applications
These separators are used in many places, like factories, car washes, and stormwater systems. They are made to fit different needs. This makes them useful for both big and small places.
They help keep water clean and protect our environment. For more on how they work and their benefits, check out this link.
Common Materials Used in Separator Construction
Above ground separators use different materials, each chosen for its benefits. Knowing these materials helps pick the best one for each job. The main materials are steel, polyethylene, and fiberglass, each with special qualities that make separators work well and last long.
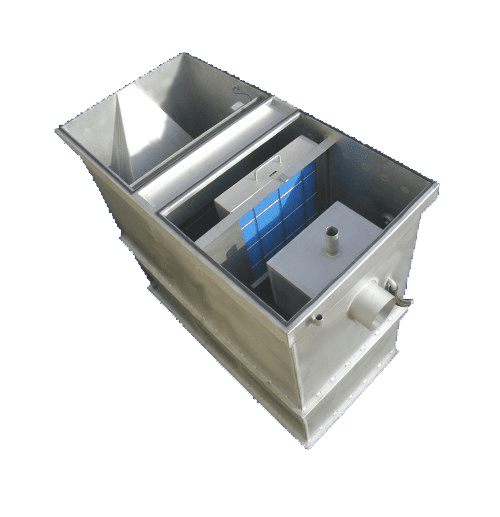
Steel: Strength and Durability
Steel, like stainless steel, is a top pick for separators because it’s strong and lasts a long time. It can handle tough environments, making it reliable and durable. Its resistance to rust is great for places where many substances are present. Plus, it meets high standards, making it trustworthy in separator tech.
Polyethylene: Lightweight and Corrosion Resistance
Polyethylene is a light option that’s good against corrosion and chemicals. It’s perfect for many uses, like homes and businesses. It’s easy to set up and move, making it a top choice for separators. When you need something light but strong, polyethylene is a good pick.
Fiberglass: Chemical Resistance and Longevity
Fiberglass is known for its strong chemical resistance and durability. It’s a solid choice for separators because it lasts a long time and needs little upkeep. Fiberglass tanks can handle tough conditions well, making it a top pick for many uses. It ensures separators work well for a long time.
Advantages of Using Steel for Separators
Choosing the right materials for separators is key to their performance and lifespan. Steel, and stainless steel in particular, stands out for its many benefits. These benefits make steel a top choice for separators, ensuring they work well and last long in different environments.
Strength and Resilience
Steel is incredibly strong, making it perfect for handling heavy loads and vibrations. This strength means separators can keep working well, even when things get tough. Steel separators are known for their reliability, which is why they’re so popular in many fields.
Longevity in Harsh Environments
Steel separators also last a long time, even in tough conditions. They don’t bend or break easily, so they can handle extreme temperatures and harmful chemicals. This means they need to be replaced less often, saving money and hassle in the long run.
Cost-Effectiveness
Steel might cost more upfront than other materials, but it’s worth it in the end. Steel separators don’t need much upkeep, which saves money. Many companies find that the benefits of using steel, like how well it works and lasts, really add up over time.
Benefits of Polyethylene in Oil-Water Separators
Polyethylene is a top pick for many due to its benefits. It’s perfect for oil-water separation because of its special properties. These make it stand out among other materials.
Corrosion Resistance
Polyethylene is known for its strong resistance to corrosion. This is a big plus for oil-water separators. It keeps the separator strong and working well for a long time.
It can handle tough environments, making it a great choice for many uses.
Lightweight and Easy to Install
Polyethylene is light, making it easy to move and set up. This is a big help for places where it’s hard to get heavy equipment. Using polyethylene saves time and makes projects run smoother.
Flexibility in Design
Polyethylene is also very flexible. It can be shaped to fit different needs without losing its effectiveness. This flexibility makes it a favorite for many projects.
The Role of Fiberglass in Separator Technology
Fiberglass is key in separator technology because of its top-notch properties. It’s perfect for tough environments. Its use in separators boosts performance and durability in many industries.
Superior Chemical Resistance
Fiberglass separators stand out because they resist chemicals well. They can handle harsh substances without breaking down. This makes them great for places where chemicals are common, keeping them reliable and effective.
Lifespan and Maintenance Benefits
Fiberglass separators last longer than many materials. This means they need less upkeep and are replaced less often. Industries can keep running smoothly, with less time lost for repairs.
Applications in Harsh Settings
Fiberglass separators are used in tough places like petrochemical plants and waste treatment sites. They handle corrosive elements well. This helps meet safety and environmental standards.
Innovative Materials in Separator Design
The world of oil-water separation is getting better with new materials. Composite materials are leading the way. They mix the good points of different substances. This makes separators stronger, more flexible, and better at their job.
Composite Materials: Combining Benefits
Composite materials blend steel, fiberglass, and plastics. They offer durability, lightness, and resistance to chemicals. These materials can be adjusted to fit different needs, making oil-water separation more efficient.
Advanced Coatings for Enhanced Durability
Advanced coatings help separators last longer by fighting off corrosion and wear. They also cut down on maintenance needs. These coatings make separators reliable and consistent, even in tough conditions.

Comparison of Different Separator Materials
Looking at different separator materials means checking their cost and how well they perform. Each material has its own good points and downsides. These affect how well a system works over time. We also need to think about the cost of buying and keeping the material, and how it affects the environment.
Cost vs. Performance
Prices for separator materials vary a lot. For example, Klargester Full Retention Separators cost between £1,137.00 ex VAT and £3,336.00 ex VAT. Forecourt separators start at £3,494.00 ex VAT. This shows that cheaper materials might not always be the best value in the long run.
Getting the right size and design is key. This is where skilled engineers come in. They help manage costs over time.
Environmental Impact Considerations
Choosing materials that are good for the environment is important. It helps meet environmental rules and keeps a company’s reputation strong. For instance, horizontal separators are good at handling liquid flow. This helps reduce harm to the environment by keeping pollutants out.
Long-Term Maintenance Factors
Maintenance is a big part of keeping separators working well. Regular checks stop problems and keep systems running smoothly. This is true for vertical separators, which need a lot of attention.
Horizontal separators are better at handling changes and save money in the long run. They work well even when conditions change. Knowing this helps choose the right material and affects the cost and performance of separators.
The Importance of Coalescing Media
Coalescing media is key to making oil-water separators work better. It helps oil droplets stick together quickly. This makes it easier to pull the oil out of the water.
In places where oil and water mix, like car shops, this tech is very important. It makes sure the water is clean and safe.
How Coalescing Media Enhances Efficiency
Coalescing media is great at making small oil droplets join together. This is super helpful for places that deal with a lot of oily water. It helps them meet environmental rules.
Keeping these systems clean can make them work 30-50% better. This is why coalescing media is so vital.
Reusability and Maintenance of Coalescing Media
Coalescing media can be used over and over again. With the right care, it lasts longer and saves money. But, if it’s not kept clean, it won’t work as well.
Not taking care of it can shorten its life by up to 70%. So, keeping it clean is good for the environment and saves resources.
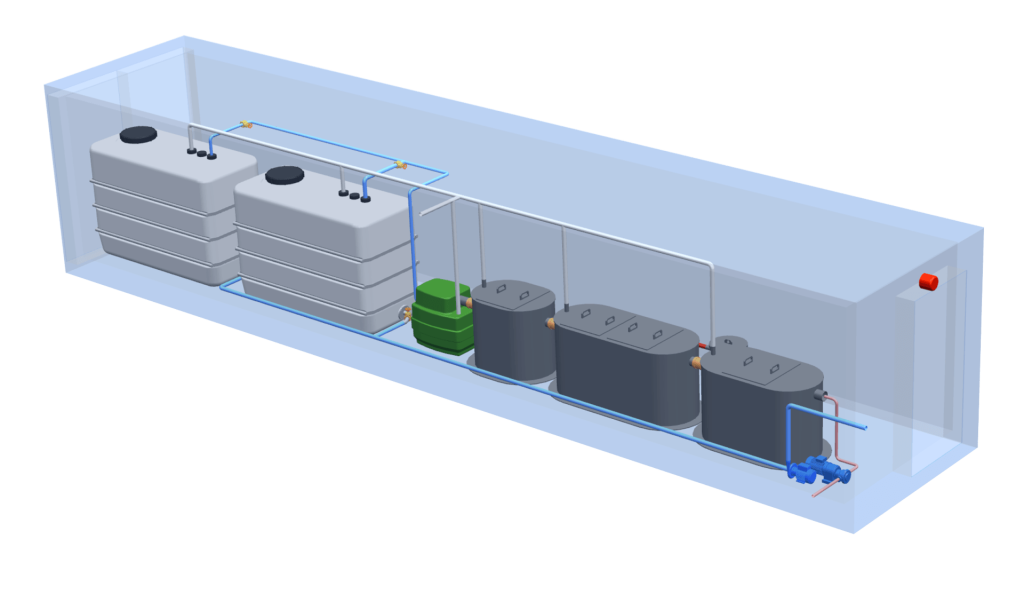
Introduction to Enhanced Coalescing Technology
Enhanced coalescing technology is key in modern oil-water separators. Freytech separators use this tech to boost separation efficiency and meet strict standards. Their innovative features make them top performers in many applications.
Features of Freytech Enhanced Coalescing OWS
Freytech separators stand out with their advanced coalescing tech. They have design improvements that help oil droplets clump together better. This results in more stable production and less chance of pollution.
Their ability to separate emulsified oils is a big step forward. It shows how far separator performance has come.
Separation Efficiency and Performance
Freytech separators perform exceptionally well. They can separate oil at a rate of 5 PPM and emulsified oils at 0.1 PPM. This meets North American hydrocarbon limits.
This tech helps operators follow environmental rules and makes oil-water separation more effective.
Optional Features for Improved Efficiency
Optional features are key to making separators better. One great option is patented oil skimmer technology. It makes draining oil into a container automatic and efficient.
This technology gets the oil purity up to 99.7%, removing almost all water. It meets recycling standards and makes oil recycling systems more effective. This helps businesses use byproducts in useful ways.
Patented Oil Skimmer Technology
This advanced oil skimmer fits well with current separator systems. It boosts oil recovery efficiency. This means companies can save on disposal costs and make money from recycled oil.
This technology shows how separator features have evolved. It’s a big step forward in oil separation.
Cost Benefits of Efficient Oil Recycling
Using efficient oil recycling systems cuts down on costs. It also helps meet environmental rules. This makes businesses more competitive and profitable.
Investing in better separator features is smart. It makes operations smoother and supports sustainability. This is important for long-term success.
Ensuring Compliance with Regulatory Standards
Regulatory compliance is key in managing oily wastewater. Knowing North American hydrocarbon limits is vital for operators. The limit for hydrocarbon discharge is 10 PPM. Companies must use effective separation technologies to meet these limits and protect the environment.
Understanding North American Hydrocarbon Limits
These limits help reduce environmental impact by keeping wastewater hydrocarbon-free. Advanced separation technologies, like those in above ground separators, help manage wastewater well. It’s important to follow these processes closely to meet regulations and keep licenses.
Achieving 5 PPM Separation Efficiency
Freytech’s separators can achieve separation efficiencies as low as 5 PPM. This high performance meets hydrocarbon limits and boosts wastewater treatment efficiency. Keeping these separators in good working order is essential for effective operation and compliance.
Regular maintenance and documentation of these activities are key. They help in avoiding legal issues and support sustainable operations.
Conclusion: Choosing the Right Separator Material
Choosing the right separator materials is key for better efficiency and durability. It’s important to consider several factors. These include how well the material stands up to the environment, its chemical compatibility, and its cost-effectiveness.
Organizations also need to think about what they need for their specific applications. This ensures the material they pick meets their performance goals.
Factors Influencing Material Selection
When picking separator materials, businesses should focus on how long they last and how easy they are to maintain. For example, steel is strong, while polyethylene is light and flexible. By looking at these factors, companies can make their operations more reliable and sustainable.
Companies like Freytech Inc. show how important innovation is in separator technology. They help different industries follow rules and make products cleaner. Choosing the right materials carefully can bring big benefits in the long run. It’s a key part of success in many industries.