Ever wondered How Long Does an Above Ground Separator Last? or why some above ground separators last a decade, while others fail quickly? Figuring out how long these important parts last can be tricky. Many things affect their durability, like the material and how well they’re maintained.
The lifespan of an above ground separator can vary a lot. It’s important to understand this for better planning and decision-making.
Key Takeaways
- Oil separators can last between 10 to 15 years with proper maintenance.
- Regular cleaning every six months is recommended for optimal performance.
- Neglected maintenance can shorten the lifespan of separators significantly.
- Adhering to a maintenance schedule can extend lifespan by up to 50%.
- Environmental conditions play a critical role in longevity.
- Professional maintenance services can enhance operational efficiency.
Understanding Above Ground Separators
Above ground separators are key in treating wastewater. They remove oil, grease, and other harmful substances. These devices are used in many industries, helping manage water contaminated with hydrocarbons.
What is an Above Ground Separator?
An above ground separator is a device that separates oil and water. It works by gravity, letting oil float to the top. This makes it easy to install and maintain, saving money on underground systems.
These separators are vital in industries like steel, mining, and food processing. They help keep water clean and safe.
How Do They Function?
Above ground separators use gravity and buoyancy. When wastewater comes in, oil droplets rise to the top. This makes it easy to remove.
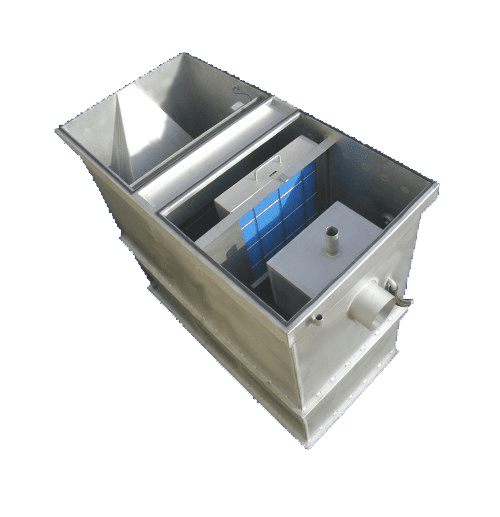
Designs like API separators or corrugated plate interceptors help a lot. Coalescer separators also improve oil removal. They make sure oil droplets merge and rise faster.
Advanced designs include features like cross-linked polyethylene cone-bottom tanks. These help separate solids and prevent clogs.
Common Uses in Industry
Hydrocarbon separators have many uses. They are used in oil refining, car maintenance, and washing heavy equipment. They help treat wastewater and follow environmental rules.
Using these separators can save money. It also lowers the chance of fines for not following environmental rules.
Factors Influencing Lifespan
The lifespan of above ground separators depends on several factors. These factors affect their durability and how well they work. Knowing these factors is key for operators who want to get the most out of their equipment.
Material Quality and Construction
High-quality materials are vital for the durability of above ground separators. For example, stainless steel is very resistant to rust and corrosion. These are big problems in many industries.
The way a separator is built also matters a lot. Using the best materials and construction methods can make a separator last longer. This means less need for repairs and replacements over time.
Maintenance Practices
Regular maintenance is critical for keeping separators in good shape. By checking them often, operators can catch problems early. This helps avoid big issues later on.
Cleaning them regularly is also important. It stops blockages that can reduce how well they work. Having a set maintenance schedule helps keep separators running smoothly and reliably.
Environmental Conditions
The environment around a separator can affect how long it lasts. Extreme temperatures, changes, and harmful chemicals can damage it. Checking the environment regularly helps find ways to protect the separator.
Operators should try to reduce the negative effects of the environment. This can be done by choosing the right place for the separator and using protective measures.

Average Lifespan of Above Ground Separators
The lifespan of above ground separators varies based on several factors. These include industry standards and what manufacturers suggest. Generally, these systems last between 20 to 30 years if well-maintained.
Industry Standards
Industry benchmarks suggest separators need maintenance at least once a year or every two years. Regular upkeep can extend their life by up to 20%. If maintenance is ignored, up to 25% of separators may fail within five years.
Alarmingly, about 40% of failures are due to poor maintenance. This highlights the need to stick to maintenance schedules.
Manufacturer Recommendations
Manufacturers emphasize the importance of consistent upkeep for the lifespan of separators. Regular checks and tests help catch problems early. About 60% of modern systems come with alarms and control panels for better management.
Without a maintenance plan, emergency repairs can cost over 50% more. This makes regular service both practical and cost-effective.
Importance of Regular Maintenance
Regular maintenance is key to keeping above ground separators working well. It helps them last longer and work better. By taking care of them, you avoid downtime and meet environmental rules.
Routine Inspections
Regular checks are important to spot problems early. This includes leaks or contaminants that can harm performance. Catching issues early helps avoid big problems and keeps everyone safe.
Cleaning Protocols
Cleaning is vital to keep separators running smoothly. It removes oil and solid waste, keeping them efficient. A clean separator lasts longer and avoids failures. It’s important to have a strict cleaning schedule.
Replacement Parts
Replacing worn-out parts on time is essential. Waiting too long can cause more damage and cost more. Replacing parts early keeps your separator running well and saves money. For more info, check out Freytech Inc. for maintenance tips.
Benefits of Enhanced Coalescing Technology
Enhanced coalescing technology changes how above ground separators work, mainly in wastewater treatment. It boosts the efficiency of these separators, leading to high separation rates. Often, it reaches over 99% at oil refineries.
This technology also allows for oil concentrations as low as 5 PPM. This is a big deal for industries that have to follow strict rules.
Separation Efficiency at 5 PPM
In places like Quebec, oil-water separators meet or beat the CAN/ULC-S656 standard. They make sure the water has less than 15 PPM of oil. Many models can even get the oil content under 5 PPM, even from water with 2000 PPM oil.
This shows how important enhanced coalescing technology is. It helps keep the environment safe and cuts down on costs.
Ability to Achieve 0.1 PPM Separation
Some advanced models can get the oil content in water down to 0.1 PPM. This is a huge achievement. It shows the power of enhanced coalescing technology.
It also means facilities can meet very strict discharge limits. This is key for industries under a lot of environmental pressure.
Reusability of Coalescing Media
Enhanced coalescing technology also makes coalescing media reusable. These materials can be spray washed, extending their life. This cuts down on maintenance costs and downtime.
This makes coalescing plate separators more cost-effective. They need to be replaced less often than old systems. This adds to their economic benefits.
Freytech Inc. Solutions
Freytech Inc. offers a wide range of above ground separator packages. They are designed for different industry needs. These packages use advanced coalescing technology to improve separation efficiency.
They meet and exceed North American hydrocarbon discharge limits. The guaranteed separation efficiency of 5 PPM means businesses can trust Freytech for effective wastewater management.
Overview of Freytech Separator Packages
The above ground separator packages from Freytech are built for top performance. They handle flow rates from 25 to over 640 gallons per minute. These units are built to last, helping operators save on maintenance costs for years.
Fabrics in Freytech separators are made to handle different hydrocarbons. They provide reliable service even in tough applications.
Advanced Technology Features
Freytech separators have advanced features like patented oil skimmers. These skimmers can skim oil with a purity of 99.7%. The technology allows for amazing separation, reaching as low as 0.1 PPM for trace amounts of emulsified oil.
These advancements cut down on operational costs. They reduce the need for septic truck service and manage waste disposal efficiently.
Client Testimonials
Feedback from various industries shows the benefits of Freytech. Clients praise the reliability of Freytech Inc. solutions. They highlight the superior separation efficiency and the peace of mind that comes with meeting regulatory standards.
These testimonials show a clear consensus. Freytech’s above ground separator packages offer great value. This is why many businesses choose Freytech for their wastewater management needs.

The Role of Oil Skimmers
Oil skimmers play a key role in making above ground separators more efficient. They work by pulling floating oils off surfaces. This makes them vital for automated oil separation.
Freytech’s oil skimmers use the latest technology for top-notch performance. They help manage waste oil effectively.
How Patented Oil Skimmers Work
Freytech’s design has a simple yet effective mechanism. It keeps removing oil from fluid surfaces continuously. This means the system works on its own, collecting contaminants better.
This automation cuts down on labor costs. It also makes operations more efficient.
Benefits of Automated Draining
Automated oil skimmers offer more than just saving on labor. They also mean less downtime and lower maintenance. This is because they work smoothly all the time.
This consistency is key for companies that need to follow environmental rules. It also helps keep workflow processes running smoothly.
Purity of Skimmed Oil
Getting skimmed oil very clean is important for recycling and disposal. Freytech’s oil skimmers can make oil up to 99.7% clean. This high purity ensures the oil is of the best quality for reuse or regeneration.
This not only helps the environment but also saves resources.
Recycling Separated Oil
Recycling separated oil is good for the environment and the economy. Facilities that recycle oil well help reduce waste. They also prevent oil from polluting water sources.
These actions follow rules for cleaner discharge. They also lessen the harm caused by oil pollution in industrial settings.
Environmental Benefits
Recycling oil has big environmental benefits. Businesses that recycle oil help protect ecosystems from oil spills. For example, military and construction sites produce a lot of oily wastewater.
Using systems that clean these contaminants is key. Regular recycling helps keep local waters safe. It also makes the environment more sustainable.
Economic Advantages
Recycling oil also has economic benefits. The value of used oil is high, thanks to demand for recycled products. Companies that recycle oil can save on disposal costs.
They might even make money from selling recycled oil. This motivates facilities to invest in good oil/water separators and maintenance.
Market Value of Used Oil
The value of used oil is getting more attention. It can be turned into useful products, supporting a circular economy. Industries that manage oily wastewater well stand to gain.
Highlighting the need for recycling oil shows its importance. It also promotes taking care of the environment.
Compliance with Discharge Limits
It’s key for industries that make wastewater to follow discharge limits. North America has rules to protect the environment and health. These rules make sure businesses don’t release more than 10 PPM of hydrocarbons. Following these rules helps companies lessen their impact on nature.
Understanding North American Regulations
North American rules aim to make sure everyone follows the same standards. They focus on big environmental issues and good waste management. These rules sort users into groups like Significant Industrial Users (SIUs) and Categorical Industrial Users (CIUs).
By sticking to these limits, these users protect the environment and public health.
Achieving Cleaner Discharge Standards
Advanced oil-water separators can make discharges cleaner, reaching 5 PPM or less. This not only meets discharge limits but also shows a company cares about the environment. Using such technology helps industries meet rules and be responsible.
Investing in Quality Equipment
Choosing quality equipment is key for oil and gas businesses. High-quality oil-water separators help meet EPA rules and cut down on waste disposal costs. They also reduce wear on pumps and pipes, saving money on repairs and maintenance.
Long-Term Financial Considerations
Thinking about the future is important when picking equipment. While the upfront cost might be more, the long-term savings are worth it. These savings come from avoiding environmental fines and needing less maintenance. Plus, using oil separators helps keep soil and crops healthy, boosting farm productivity.
Cost-Effectiveness of Freytech Packages
Freytech packages are a smart choice for businesses. They offer custom solutions to improve efficiency. By using bioremediation, these systems clean wastewater better while saving energy and resources. This approach supports both business goals and environmental sustainability.
Conclusion
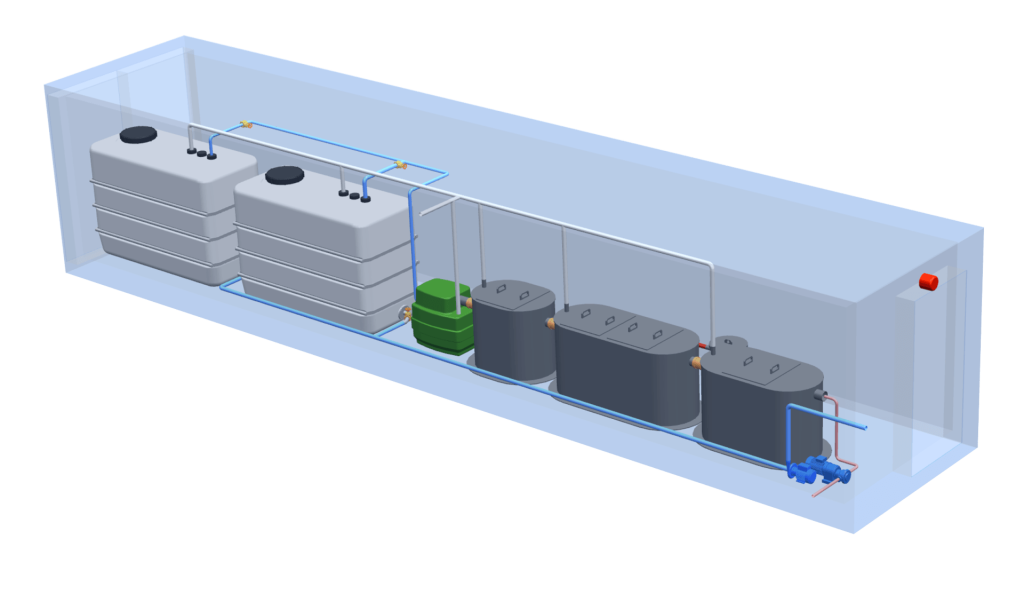
Knowing how to extend the life of above ground separators is key. The quality of materials, regular upkeep, and the environment all matter. Using the latest tech, like in three-stage separators, can also help.
For unique needs, reaching out to Freytech Inc. is a smart move. They offer expert advice and support to help you get the most out of your separators.
Contact Information for Freytech Inc.
For any questions about above ground separators and more, Freytech Inc. is here to help. You can call them at +1 (305) 372-1104. Their team is ready to offer expert advice and details about their services and products.
Phone Number and Support
When you call Freytech Inc., you get support that knows oil-water separation well. They can answer your questions about products or help find the right solution for your projects. It’s important to use this service to make your inquiries smooth.
Inquiry Process for Freytech Services
The process to inquire about Freytech services is easy. After you call, the team will help figure out what you need. They’ll find the best solution for you, starting with just a phone call.

FAQ
How long does an above ground separator last?
An above ground separator can last from 10 to 25 years. This depends on the material, the environment, and how well it’s maintained.
What factors affect the longevity of above ground separators?
Several things matter, like the material and how it’s made. Also, how well it’s taken care of and the environment around it.
How can I extend the lifespan of my above ground separator?
Keeping it in good shape is key. Regular checks, cleaning, and fixing any damage can help it last longer.
What maintenance practices are recommended for above ground separators?
It’s important to check it often, clean it out, and follow a maintenance plan. This keeps it working well and meets environmental rules.
What is the role of enhanced coalescing technology in above ground separators?
This technology makes them better at separating oil. It can get oil levels down to 5 PPM or even 0.1 PPM in some cases.
How does the material quality affect the durability of separators?
Better materials, like stainless steel, resist rust and corrosion. This makes the separator last longer and work better.
Why is regular maintenance important for above ground separators?
Keeping it maintained stops blockages and keeps it running smoothly. This saves money in the long run and makes it last longer.
What are the economic benefits of recycling separated oil?
Recycling oil helps keep water clean and saves money. It also helps make biodiesel and improves waste management.
How can compliance with discharge limits be ensured?
Using advanced oil-water separators helps meet strict discharge standards. This meets or beats North American rules for hydrocarbon discharge.
What should businesses consider when investing in quality separators?
Choosing top-notch separators and a solid maintenance plan saves money. It also lowers the risk of breaking environmental laws.